Quick Swap Nozzle Design
The special design of H2/P2S hotend heating assembly enables easy separation of the thermal and electronic components of the hotend. Simply unlock the latch for quick and easy hotend removal and installation.
*Please
ensure that the hotend has cooled down before swapping, and avoid
touching the heat block (lower section of the hotend) to prevent any
risk of burns.

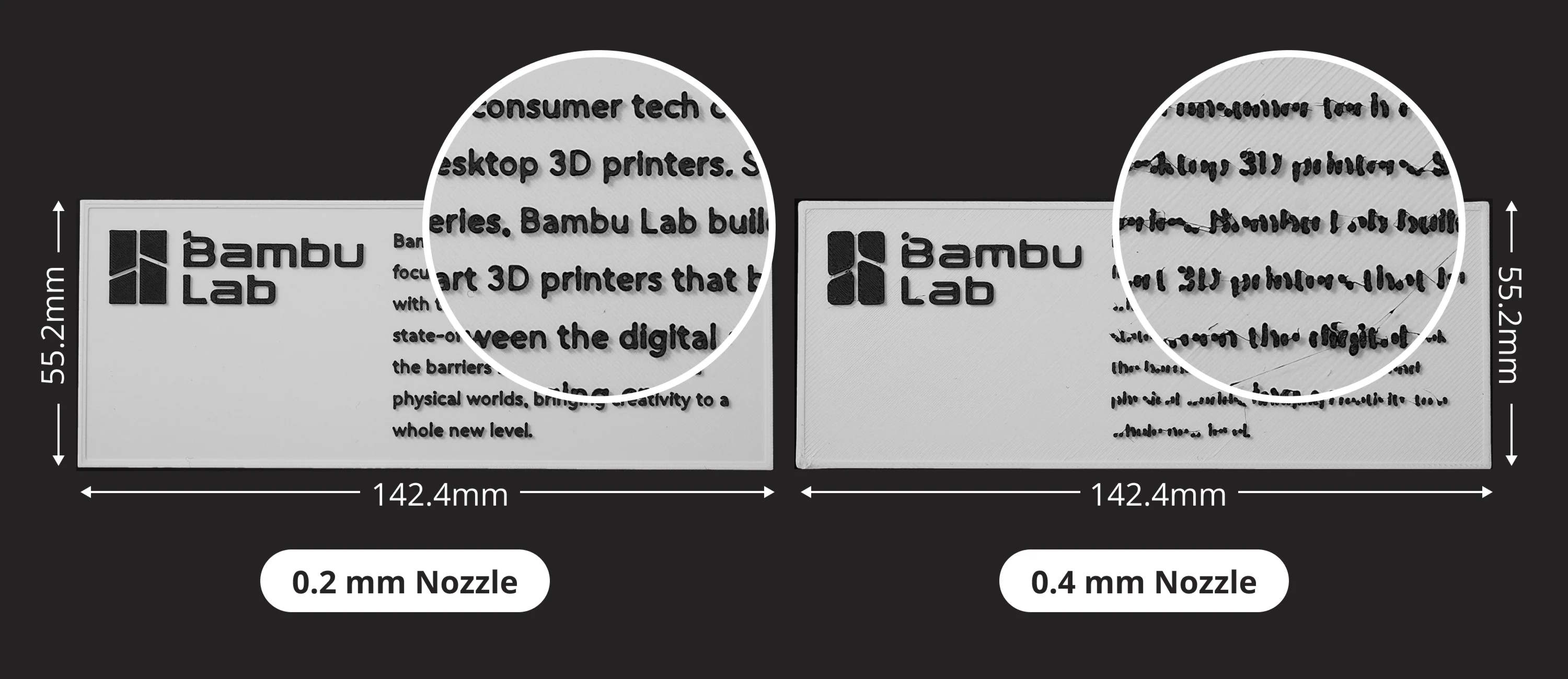
0.2mm Nozzle - Optimal Print Fineness
Smaller diameter extrudes thin filaments. High resolution on the horizontal print surface
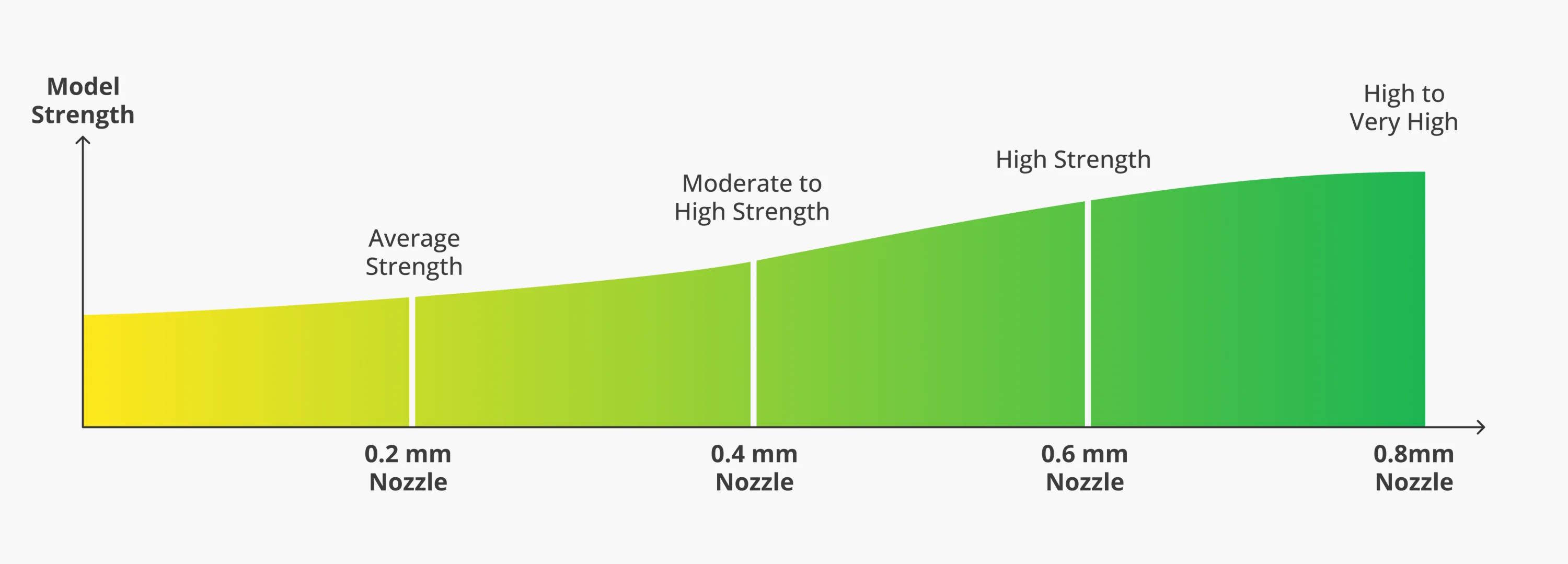
0.6mm and 0.8mm Nozzle - Faster Print Speed
Larger diameter extrudes more filaments per second, resulting in faster print speed

Comparison of Different Nozzle Sizes
|
0.2 mm Nozzle |
0.4 mm Nozzle |
0.6 mm Nozzle |
0.8 mm Nozzle |
| Usage scenario |
Perfect for small and
intricate models, with precision
that’s worth the wait |
Ideal for everyday use
with the perfect balance
of speed and qualty |
Faster speeds and capable
of printing high-performance filaments,
with some decrease in resolution |
Faster speeds and capable
of printing high-performance filaments,
with some decrease in resolution |
| Commonly used for |
Miniature models
Intricate logos
Text
Molds |
Toys
Mechanical parts
Decorative objects |
Large structural parts
Functional parts for household
Industrial or engineering parts
High-strength models |
Large structural parts
Functional parts for household
Industrial or engineering parts
High-strength models |

Filament Compatibility
| Filament |
0.2 mm
Stainless Steel |
0.4 mm
Hardened Steel |
0.6 mm
Hardened Steel |
0.8 mm
Hardened Steel |
0.4 mm High Flow
Hardened Steel |
| PLA Basic |
√ |
√ |
√ |
√ |
√ |
| PLA Matte |
√ |
√ |
√ |
√ |
√ |
| PLA Basic Gradient |
√ |
√ |
√ |
√ |
√ |
| PLA Silk+ |
√ |
√ |
Not recommended |
Not recommended |
√ |
| PLA Silk Dual Color |
√ |
√ |
Not recommended |
Not recommended |
√ |
| PLA Silk |
√ |
√ |
Not recommended |
Not recommended |
√ |
| PLA Metal |
√ |
√ |
√ |
√ |
√ |
| PLA Marble |
Not recommended |
√ |
√ |
√ |
√ |
| PLA Sparkle |
Not recommended |
√ |
√ |
√ |
√ |
| PLA Wood |
Not recommended |
√ |
√ |
√ |
√ |
| PLA Galaxy |
Not recommended |
√ |
√ |
√ |
√ |
| PLA Glow |
X |
√ |
√ |
√ |
√ |
| PLA-CF |
X |
√ |
√ |
√ |
√ |
| PLA Aero |
X |
√ |
Not recommended |
Not recommended |
√ |
| PETG HF |
√ |
√ |
√ |
√ |
√ |
| PETG Translucent |
Not recommended |
√ |
√ |
√ |
√ |
| PETG-CF |
X |
√ |
√ |
√ |
√ |
| ABS |
√ |
√ |
√ |
√ |
√ |
| ABS-GF |
X |
√ |
√ |
√ |
√ |
| ASA |
√ |
√ |
√ |
√ |
√ |
| ASA Aero |
X |
√ |
Not recommended |
Not recommended |
√ |
| ASA-CF |
X |
√ |
√ |
√ |
√ |
| PC |
√ |
√ |
√ |
√ |
√ |
| PC FR |
√ |
√ |
√ |
√ |
√ |
| TPU for AMS |
X |
√ |
√ |
√ |
√ |
| TPU 95A HF |
X |
√ |
√ |
√ |
√ |
| TPU 85A |
X |
X |
√ |
√ |
X |
| TPU 90A |
X |
√ |
√ |
√ |
X |
| PAHT-CF |
X |
√ |
√ |
√ |
√ |
| PET-CF |
X |
√ |
√ |
√ |
√(Only for Left Hotend) |
| PA6-CF |
X |
√ |
√ |
√ |
√ |
| PPA-CF |
X |
√ |
√ |
√ |
√(Only for Left Hotend) |
| PPS-CF |
X |
√ |
√ |
√ |
√(Only for Left Hotend) |
| Support for ABS |
X |
√ |
√ |
√ |
√ |
| Support for PLA/PETG |
√ |
√ |
√ |
√ |
√ |
| Support for PA/PET |
X |
√ |
√ |
√ |
√ |
| Support for PLA (New Version) |
√ |
√ |
√ |
√ |
√ |
| PVA |
X |
√ |
√ |
√ |
√ |
| PA6-GF |
X |
√ |
√ |
√ |
√ |
[Note]
- Filaments with carbon fiber, glass fiber, metal, or other inorganic particles are prone to clog a 0.2 mm nozzle.
- For filaments containing carbon fiber or glass fiber, it is highly recommended to use a hardened steel 0.6 mm nozzle to minimize the risk of clogging and abrasion.
- Bambu PLA-CF and Bambu PETG-CF have been extensively tested and proven to have a low risk of clogging when printed with a hardened steel 0.4 mm nozzle, while also achieving higher print quality.